波形钢腹板由于较优的力学性能及性价比,目前不仅用于桥梁,已延伸到工业建筑和公用建筑领域,具有较好的市场前景。本项目按流水生产线设计,采用机器人自动喷铝、喷底漆,人工补喷方式,采用智能监控系统,自动化程度较高。本项目技术先进,工艺合理,物流便捷顺畅,能够满足桥梁钢波形钢腹板长效防腐涂装要求。
1、涂装前处理工艺
桥梁波形钢腹板涂装参照桥梁钢结构涂装技术要求,前处理有酸洗和喷丸、抛丸等方式。酸洗由于环境污染较大,且工件表面粗糙度难以保证,一般作为热浸镀预处理使用。电弧热喷涂前处理一般采用喷、抛丸处理工艺,不仅可以去除工件表面锈蚀、氧化皮等污物,还可以强化工件表面,部分消除工件焊接应力。喷丸或喷砂作业多用于室外现场作业,生产效率相对较低,劳动强度大,不适用于大批量涂装生产线作业场合;抛丸作业具有清理效率高、费用低、操作人员少等优点,适用于大批量生产。电弧热喷涂前处理要求工件表面除锈等级Sa3级、粗糙度40~80μm、清洁度1级。丸料选择须保证粗糙度要求,可以采用不同粒径的丸料组合使用,在粗糙度不够时,可以在丸料中添加钢丝切丸。
2、涂装底涂层工艺
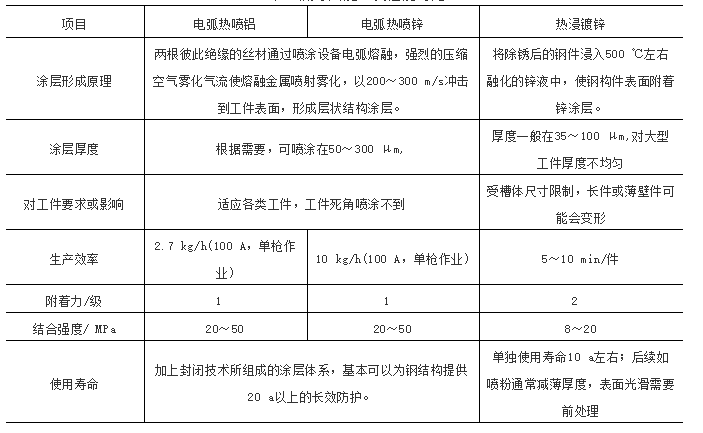
锌、铝或锌铝合金是长效防腐的主要涂层材料,对钢铁基体起着阳极保护作用。锌涂层钢结构件是耐大气、土壤环境腐蚀的阳极保护涂层,在SO2气体、海水中耐蚀性较差。铝涂层既起到阳极保护作用,又因在表面形成坚固致密的三氧化二铝薄膜起到惰性保护作用,铝涂层钢结构件耐含SO2气体、淡水、海水及pH为4.5~8.5溶液和其他氧化环境。底涂层有电弧热喷铝、电弧热喷锌、热浸镀锌等不同方式,这3种方式施工及性能对比见表2。
表2 底涂层施工及性能对比
3、工艺流程
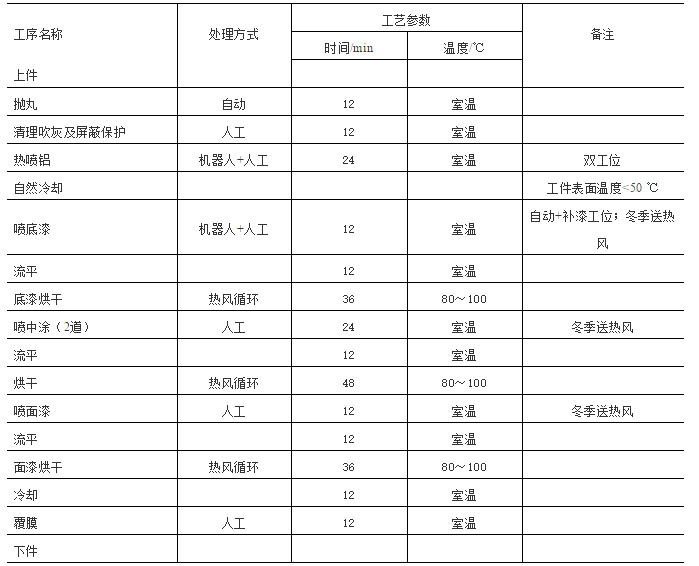
桥梁波形钢腹板涂装生产线节拍计算为12 min/挂。中涂层由于膜厚要求150-180 μm,按2道喷涂设计,以避免流挂,并适当延长烘干时间。工艺布置时由于车间场地限制,在部分工件涂层遍数减少的情况下,仍需要经过整个生产线,设计中未考虑从中间分流后的快速下件通道。生产线工艺流程见表3所列。
表3 涂装生产线工艺流程